


Corporate Profile
The client company is a highly experienced industrial operator in the chemical sector, with over 30 years of experience in operating storage and handling facilities for resins, solvents and other industrial materials. Based in Italy, the company serves numerous sectors, including the chemical, pharmaceutical, automotive and food industries, and is distinguished by its commitment to adopting advanced technologies to improve safety and operational efficiency.
- CUSTOMERCompany specialising in the management of chemical materials and resins
- INDUSTRYChemical, pharmaceutical, food and automotive sectors
- SOLUTIONAISI 316 L double diaphragm pump with PTFE seals
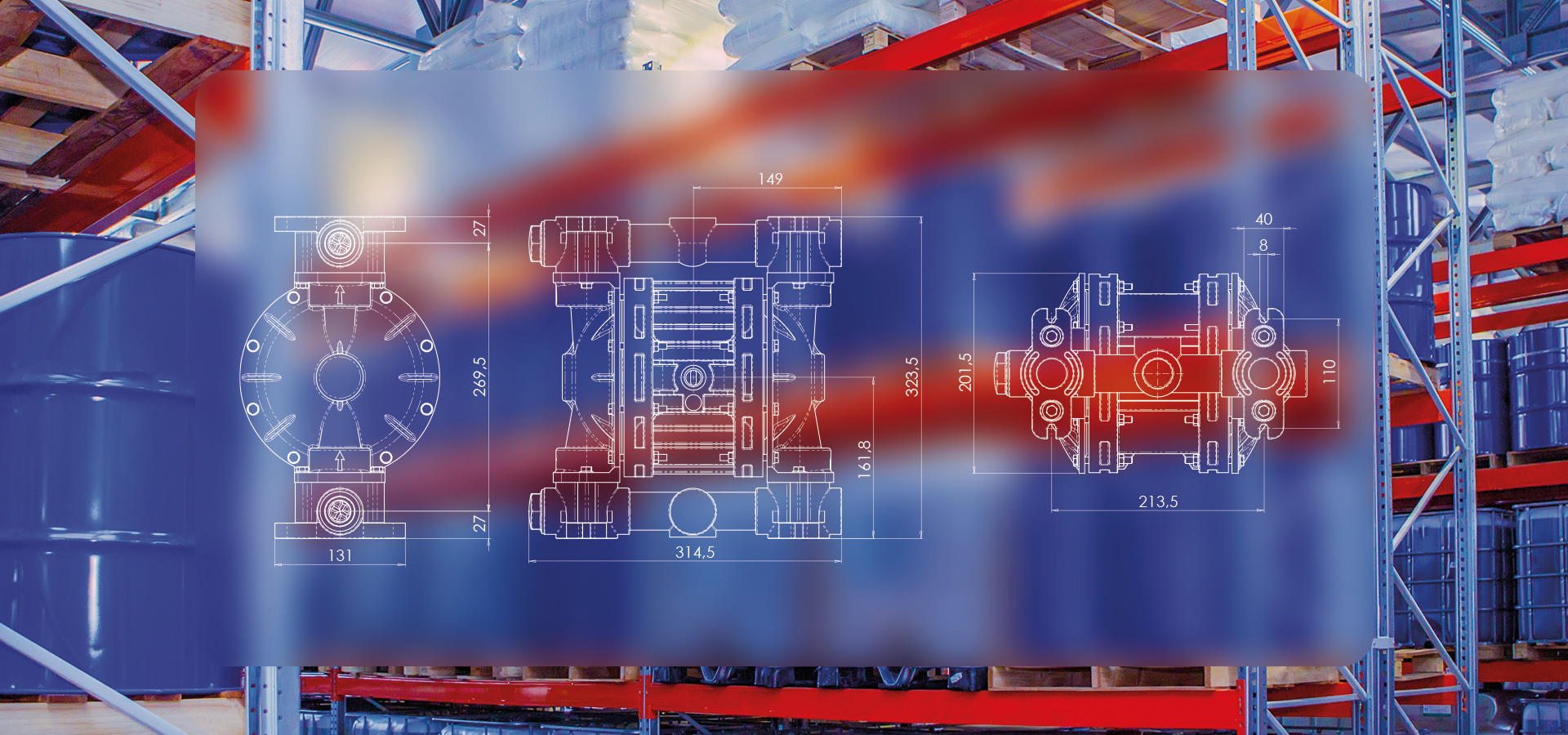
- MODELBOXER 100
Application of BOXER 100: a pump for resin discharge system
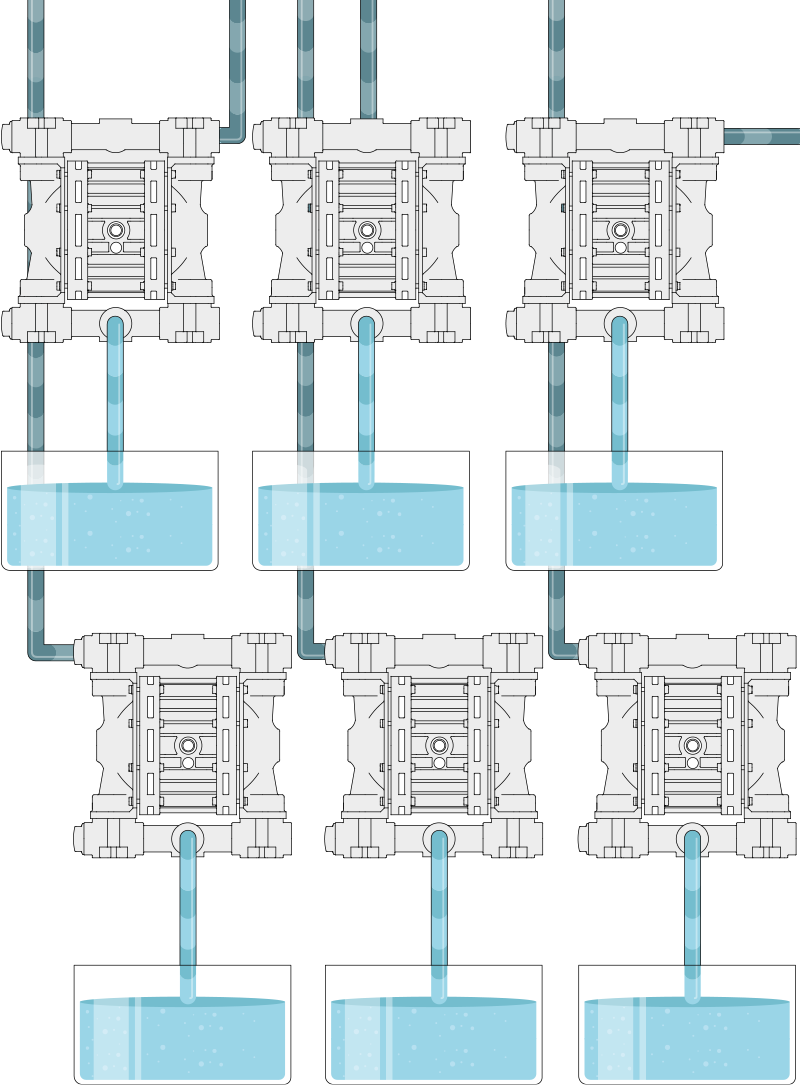
The pump is used to transfer liquid resins to storage tanks or production lines. During this process, it is crucial that the resin flow is constant and well controlled, avoiding interruptions that could slow down production. The pump is designed to withstand chemically aggressive fluids and has been specifically chosen to meet the challenges of handling resins with complex chemical compositions. These materials, although essential for the production of industrial components, require special attention in handling due to their physical and chemical properties that make them difficult to handle without a reliable and safe system.
Use of Boxer 100
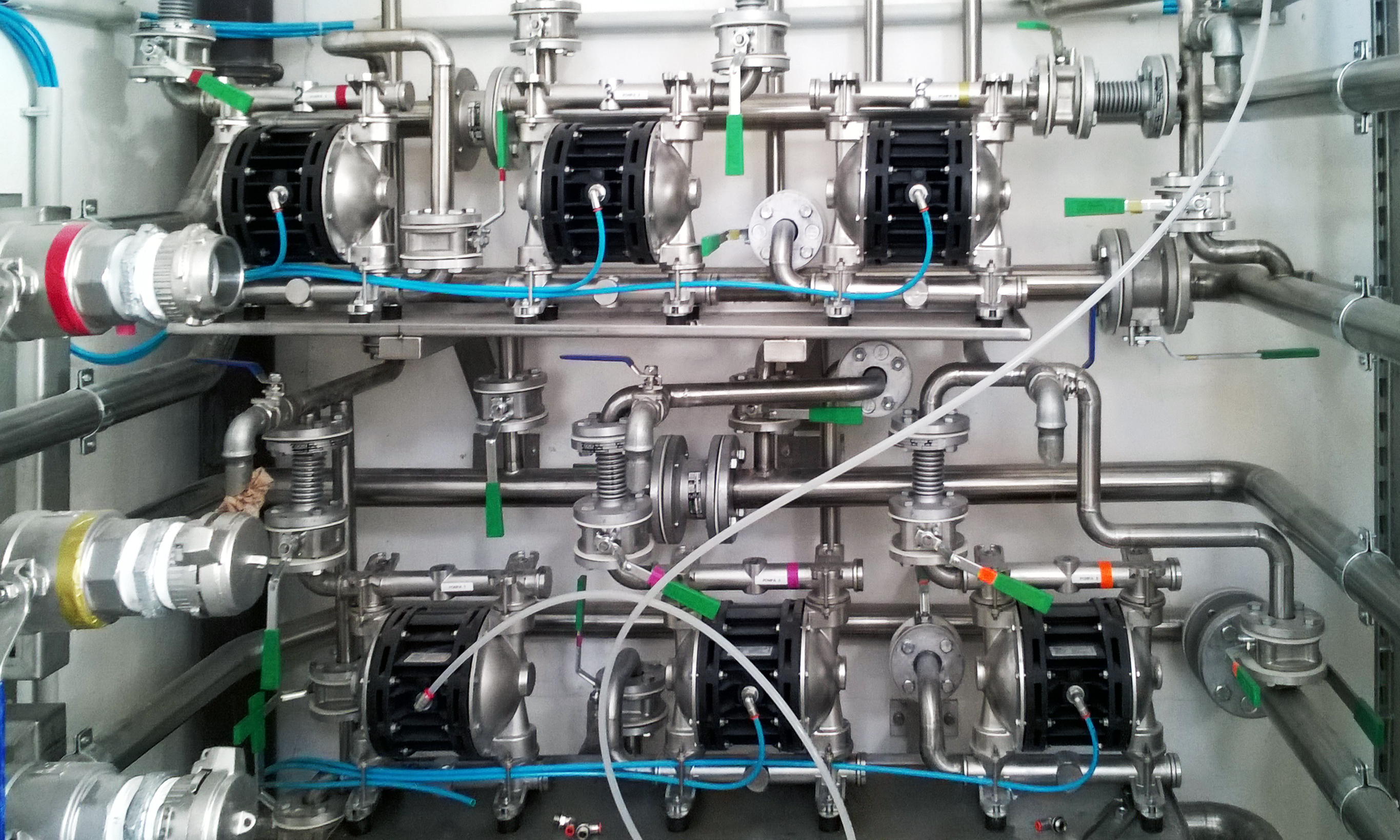
In the company’s specific context of resin transfer, the Boxer 100 has become a key element in improving operational efficiency. Thanks to its robust AISI 316 L construction and PTFE seals, the pump offers a long service life even under intensive operating conditions. This is especially critical for the company, which requires a pump capable of running continuously for 40 hours per week, over five 8-hour workdays, without compromising system safety or reliability.
Resin drain pump: why BOXER 100?
The company needed a pump capable of:
- Ensuring continuous and constant flow during resin transfer
- Withstand harsh operating conditions with high viscosity and potentially aggressive fluids
- Offer high durability and reliability to reduce downtime and optimise operations
- Integrate easily with existing equipment so as not to disrupt production
The Boxer 100 pump was chosen as the ideal solution due to its robustness, self-priming design and ability to operate in harsh conditions. The AISI 316 L material and PTFE seals made it possible to transfer aggressive and viscous resins without compromising reliability.
Results and customer satisfaction
The adoption of the Boxer 100 pump has led to a significant improvement in the company’s industrial operations. The robustness and reliability of the pump has helped to considerably reduce plant downtime, ensuring a continuous and safe flow of resin discharge operations. This increased reliability has enabled the company to reduce the risk of production interruptions, optimising working time and improving the overall efficiency of operations.
In addition, the efficient resin transfer enabled by the Boxer 100 has significantly improved material handling, resulting in smoother unloading operations, shorter cycle times, and faster processing of resins. Another key benefit is the reduced need for maintenance, thanks to the high durability of materials like AISI 316 L and PTFE, which ensure excellent resistance to wear and aggressive fluids.
Finally, the safety of operations has improved significantly. The pump’s ability to operate continuously, without interruption, has reduced the risk of malfunctions and accidents, contributing to a safer working environment. These overall benefits have improved productivity, reduced operating costs and strengthened the company’s competitiveness in the market.