


BOMBA PARA SISTEMA DE VACIADO DE RESINAS
BOXER 100 / Bomba para sistema de vaciado de resinas
DescubrirPerfil de la empresa
La empresa cliente es un operador industrial con amplia experiencia en el sector químico, con más de 30 años de actividad en la gestión de instalaciones de almacenamiento y transferencia de resinas, disolventes y otros materiales industriales. Con sede en Italia, presta servicios a varios sectores, incluidos el químico, farmacéutico, automotriz y alimentario, y se destaca por su compromiso con la adopción de tecnologías avanzadas para mejorar la seguridad y la eficiencia operativa.
- CLIENTEEmpresa especializada en la gestión de materiales químicos y resinas
- SECTORIndustria química, farmacéutica, alimentaria y automotriz
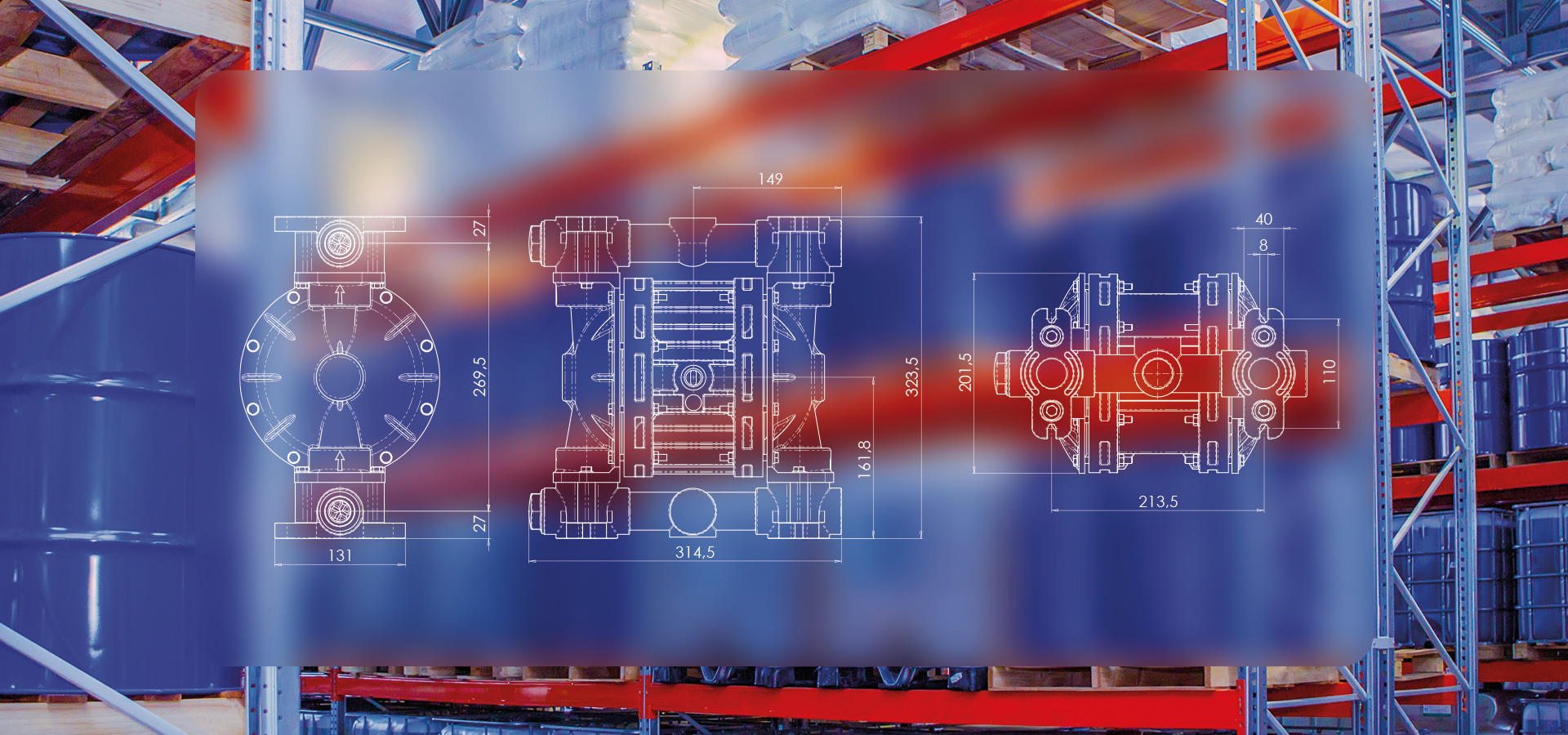
- SOLUCIÓNBomba de doble diafragma en AISI 316 L con juntas de PTFE
- MODELOBOXER 100
Aplicación de la BOXER 100: una bomba para sistema de vaciado de resinas
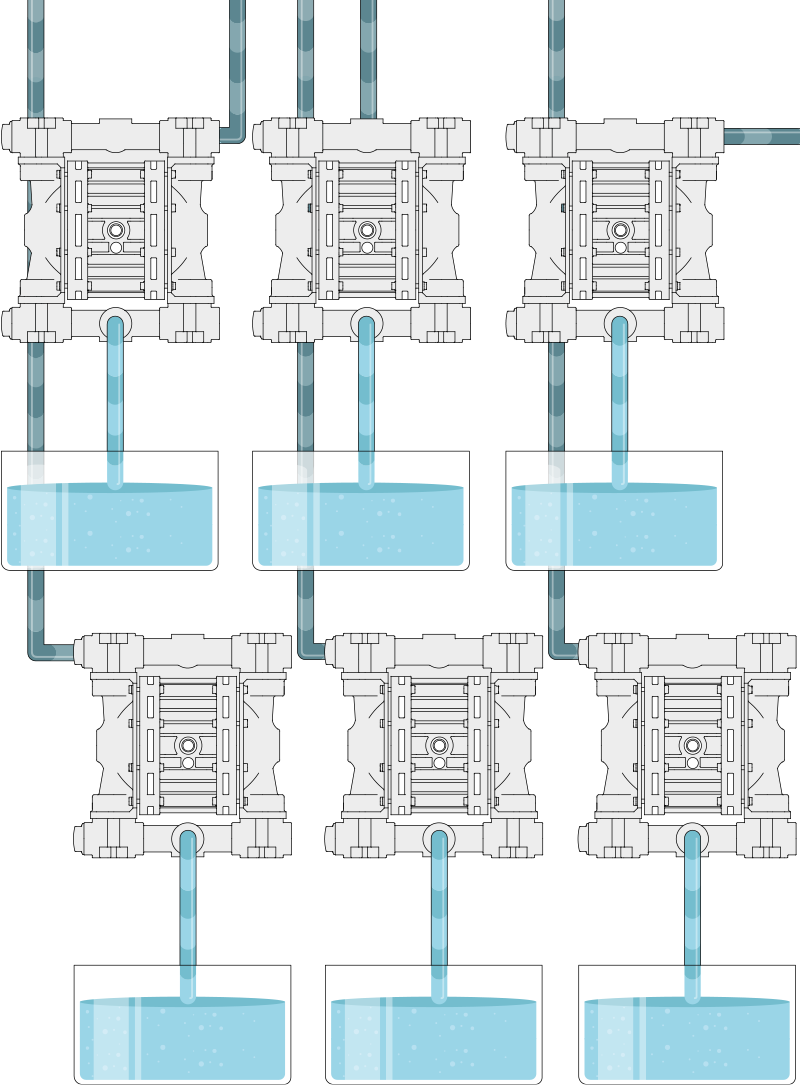
La bomba se utiliza para transferir resinas líquidas a tanques de almacenamiento o líneas de producción. Durante este proceso, es fundamental que el flujo de resina sea constante y controlado para evitar interrupciones que puedan ralentizar la producción. La bomba está diseñada para resistir fluidos químicamente agresivos y fue elegida específicamente para afrontar los desafíos que implica el manejo de resinas con composiciones complejas. Aunque estos materiales son esenciales para la fabricación de componentes industriales, requieren una atención especial debido a sus propiedades físicas y químicas, que dificultan su manipulación sin un sistema fiable y seguro.
Uso de la Boxer 100
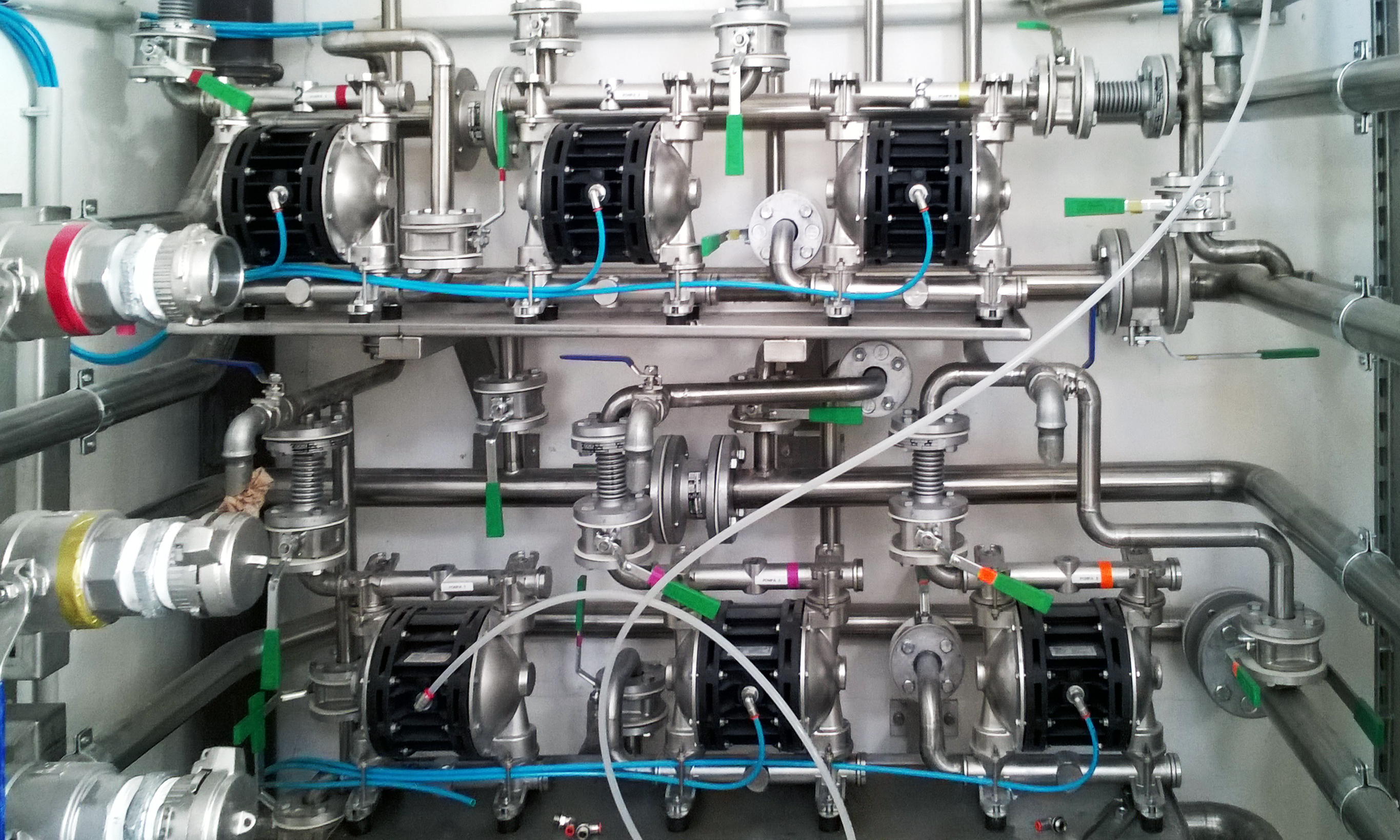
En el contexto específico de la empresa, que gestiona la transferencia de resinas, la Boxer 100 se ha convertido en una herramienta clave para mejorar la eficiencia operativa. Gracias a su estructura robusta en AISI 316 L y a sus juntas de PTFE, la bomba garantiza una larga vida útil incluso en condiciones de trabajo intensas. Esto es especialmente importante para la empresa, que necesita una bomba capaz de funcionar de forma continua durante 40 horas a la semana, distribuidas en 5 días laborables de 8 horas cada uno, sin comprometer la seguridad ni la fiabilidad del sistema.
Bomba para vaciado de resinas: ¿por qué elegir la BOXER 100?
La empresa buscaba una bomba capaz de:
- Garantizar un flujo continuo y estable durante la transferencia de resinas
- Resistir condiciones de operación exigentes, con fluidos altamente viscosos y potencialmente agresivos
- Ofrecer durabilidad y fiabilidad para reducir tiempos de inactividad
- Integrarse fácilmente en los equipos existentes sin interrumpir la producción
La bomba Boxer 100 fue seleccionada como la solución ideal gracias a su resistencia, diseño autocebante y capacidad para operar en entornos difíciles. Los materiales AISI 316 L y las juntas de PTFE han hecho posible transferir resinas agresivas y viscosas sin comprometer la fiabilidad.
Resultados y satisfacción del cliente
La adopción de la bomba Boxer 100 ha supuesto una mejora significativa en las operaciones industriales de la empresa. La robustez y fiabilidad de la bomba han permitido reducir considerablemente los tiempos de inactividad, asegurando un flujo constante y seguro durante las operaciones de vaciado de resinas. Esta mayor fiabilidad ha permitido minimizar interrupciones en la producción, optimizar los tiempos de trabajo y mejorar la eficiencia operativa global.
Además, la transferencia eficiente de resinas, facilitada por la Boxer 100, ha contribuido a una gestión de materiales más fluida. Esto ha aumentado la eficiencia durante las operaciones de descarga, reduciendo los ciclos de producción y mejorando la velocidad de manipulación de las resinas. Otro beneficio notable ha sido la reducción del mantenimiento necesario, gracias a la durabilidad de materiales como el AISI 316 L y el PTFE, que hacen que la bomba sea especialmente resistente al desgaste y a la agresividad de los fluidos tratados.
Por último, la seguridad de las operaciones también ha mejorado considerablemente. La capacidad de la bomba para funcionar de manera continua, sin interrupciones, ha reducido el riesgo de fallos e incidentes, contribuyendo a un entorno de trabajo más seguro. Todos estos beneficios han mejorado la productividad, reducido los costes operativos y fortalecido la competitividad de la empresa en el mercado.