


PROCESSO DI MOVIMENTAZIONE E DISTRIBUZIONE RESINE
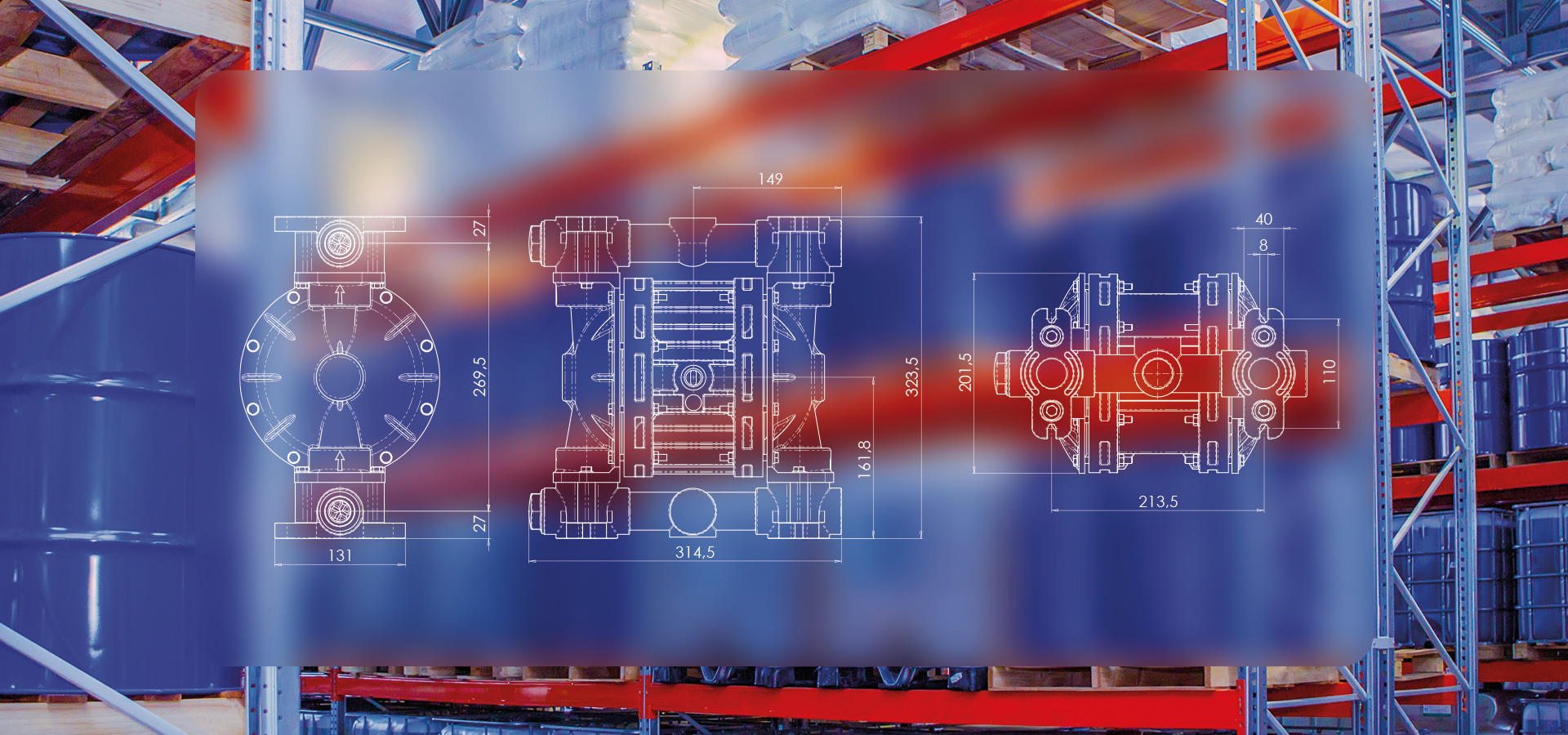
BOXER 100 / Pompa per sistema di scarico resine
SCOPRIProfilo aziendale
L’azienda cliente è un operatore industriale di grande esperienza nel settore chimico, con oltre 30 anni di attività nella gestione di impianti di stoccaggio e movimentazione di resine, solventi e altri materiali industriali. Con sede in Italia, l’azienda serve numerosi settori, tra cui quello chimico, farmaceutico, automobilistico e alimentare, e si distingue per l’impegno nell’adozione di tecnologie avanzate per migliorare la sicurezza e l’efficienza operativa.
- CLIENTEAzienda specializzata nella gestione di materiali chimici e resine
- INDUSTRIASettori chimico, farmaceutico, alimentare e automobilistico
- SOLUZIONEPompa a doppia membrana in AISI 316 L con guarnizioni in PTFE
- MODELLOBOXER 100
Applicazione di BOXER 100: una pompa per sistema di scarico resine
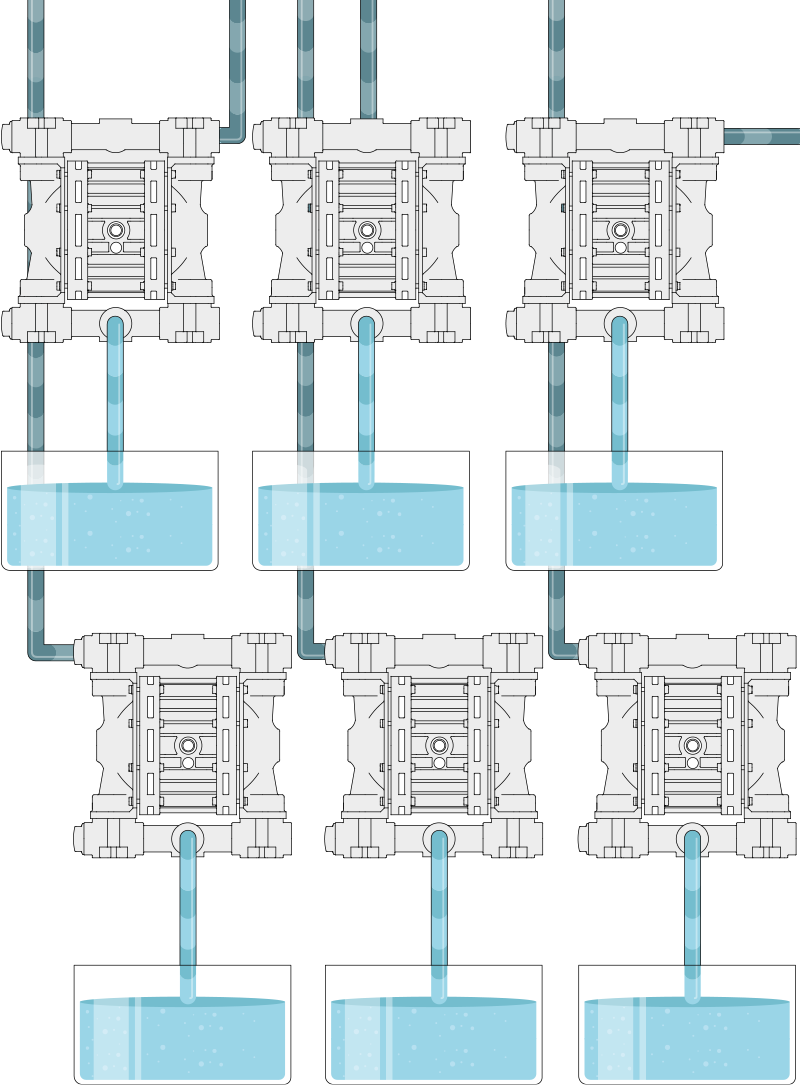
La pompa viene utilizzata per il trasferimento delle resine liquide a serbatoi di stoccaggio o linee di produzione. Durante questo processo, è cruciale che il flusso di resina sia costante e ben controllato, evitando interruzioni che potrebbero rallentare la produzione. La pompa è progettata per resistere a fluidi chimicamente aggressivi ed è stata scelta specificamente per affrontare le sfide della movimentazione di resine con composizioni chimiche complesse. Questi materiali, sebbene essenziali per la produzione di componenti industriali, richiedono un’attenzione particolare nella gestione, a causa delle loro proprietà fisiche e chimiche che li rendono difficili da movimentare senza un sistema affidabile e sicuro.
Utilizzo di Boxer 100
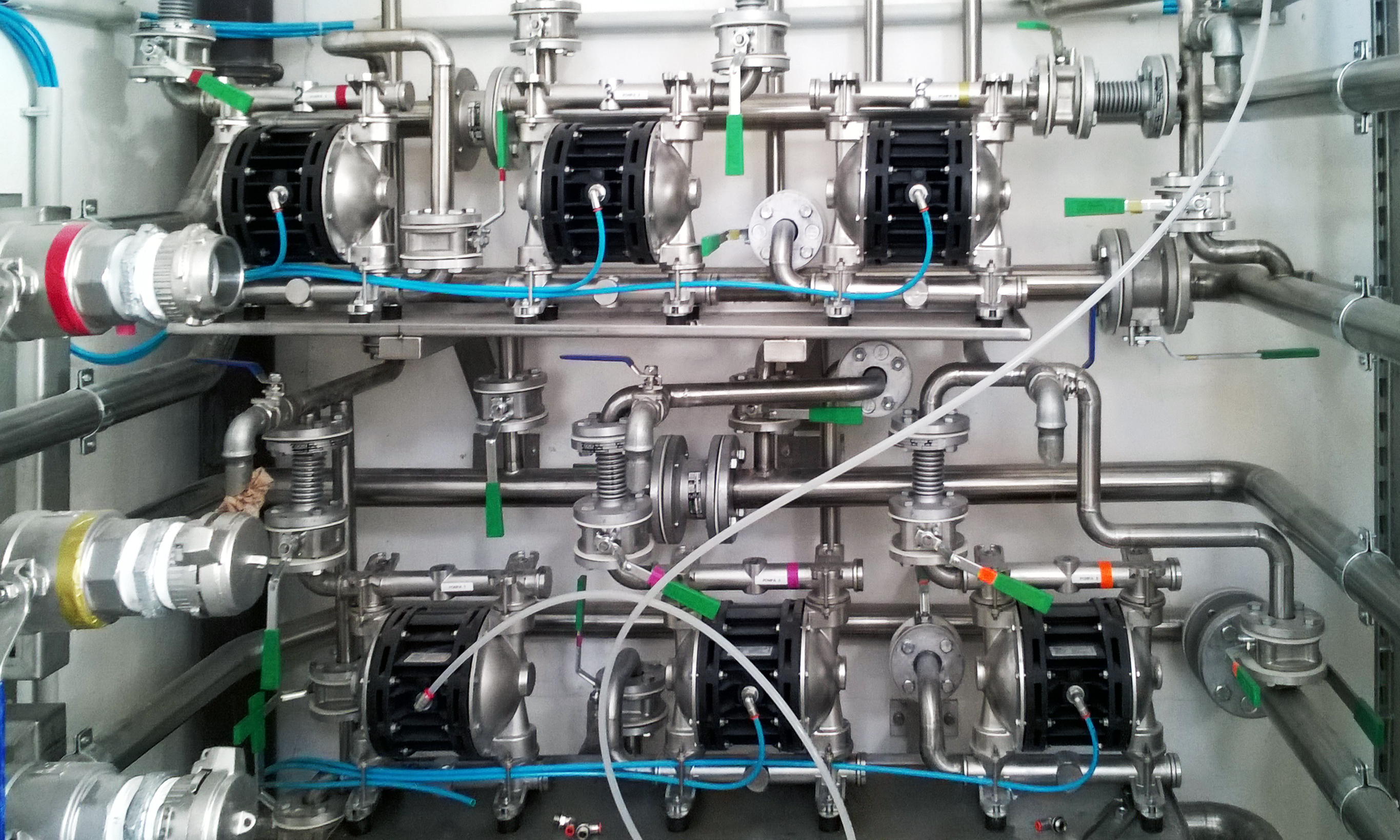
Nel contesto specifico dell’azienda, che gestisce il trasferimento di resine, la Boxer 100 è diventata un elemento chiave per migliorare l’efficienza operativa. Grazie alla sua costruzione robusta in AISI 316 L e alle guarnizioni in PTFE, la pompa assicura una durata prolungata anche sotto carichi di lavoro intensi. Questo è particolarmente importante per l’azienda, che ha bisogno di una pompa in grado di operare ininterrottamente per 40 ore settimanali, distribuite su 5 giorni lavorativi di 8 ore ciascuno, senza compromettere la sicurezza o l’affidabilità del sistema.
Pompa per lo scarico resine: perché BOXER 100?
L’azienda necessitava di una pompa capace di:
- Garantire un flusso continuo e costante durante il trasferimento delle resine
- Resistere a condizioni operative gravose, con presenza di fluidi ad alta viscosità e potenzialmente aggressivi
- Offrire elevata durabilità e affidabilità per ridurre i tempi di fermo e ottimizzare le operazioni
- Integrarsi facilmente con le attrezzature esistenti per non interrompere la produzione
La pompa Boxer 100 è stata scelta come soluzione ideale grazie alla sua robustezza, il design autoadescante e la capacità di operare in condizioni difficili. Il materiale in AISI 316 L e le guarnizioni in PTFE hanno reso possibile il trasferimento di resine aggressive e viscose senza compromettere l’affidabilità.
Risultati e soddisfazione del cliente
L’adozione della pompa Boxer 100 ha portato a un significativo miglioramento nelle operazioni industriali dell’azienda. La robustezza e l’affidabilità della pompa hanno contribuito a ridurre considerevolmente i fermi impianto, garantendo un flusso continuo e sicuro nelle operazioni di scarico delle resine. Questa maggiore affidabilità ha permesso all’azienda di ridurre il rischio di interruzioni nella produzione, ottimizzando i tempi di lavoro e migliorando l’efficienza complessiva delle operazioni.
Inoltre, l’efficace trasferimento delle resine, reso possibile dalla Boxer 100, ha contribuito a una gestione più fluida dei materiali. Questo ha portato a un aumento dell’efficienza durante le operazioni di scarico, riducendo i tempi di ciclo e migliorando la velocità con cui le resine vengono movimentate. Un altro aspetto positivo è stato il minore bisogno di manutenzione, grazie alla durabilità dei materiali, come l’AISI 316 L e il PTFE, che hanno reso la pompa particolarmente resistente all’usura e all’aggressività dei fluidi trattati.
Infine, la sicurezza delle operazioni è migliorata sensibilmente. La capacità della pompa di operare in modo continuo, senza interruzioni, ha ridotto il rischio di malfunzionamenti e incidenti, contribuendo a un ambiente di lavoro più sicuro. Questi vantaggi complessivi hanno migliorato la produttività, ridotto i costi operativi e rafforzato la competitività dell’azienda nel mercato.