


Unternehmensprofil
Das Kundenunternehmen ist ein Industrieunternehmen mit großer Erfahrung in der chemischen Industrie, das seit über 30 Jahren im Bereich der Lagerung und Handhabung von Harzen, Lösungsmitteln und anderen industriellen Materialien tätig ist. Das in Italien ansässige Unternehmen bedient zahlreiche Branchen, darunter die Chemie-, Pharma-, Automobil- und Lebensmittelindustrie, und zeichnet sich durch sein Engagement für fortschrittliche Technologien zur Verbesserung der Sicherheit und Betriebseffizienz aus.
- KUNDEUnternehmen, das sich auf die Verwaltung von chemischen Materialien und Harzen spezialisiert hat
- INDUSTRIEChemie-, Pharma-, Lebensmittel- und Automobilindustrie
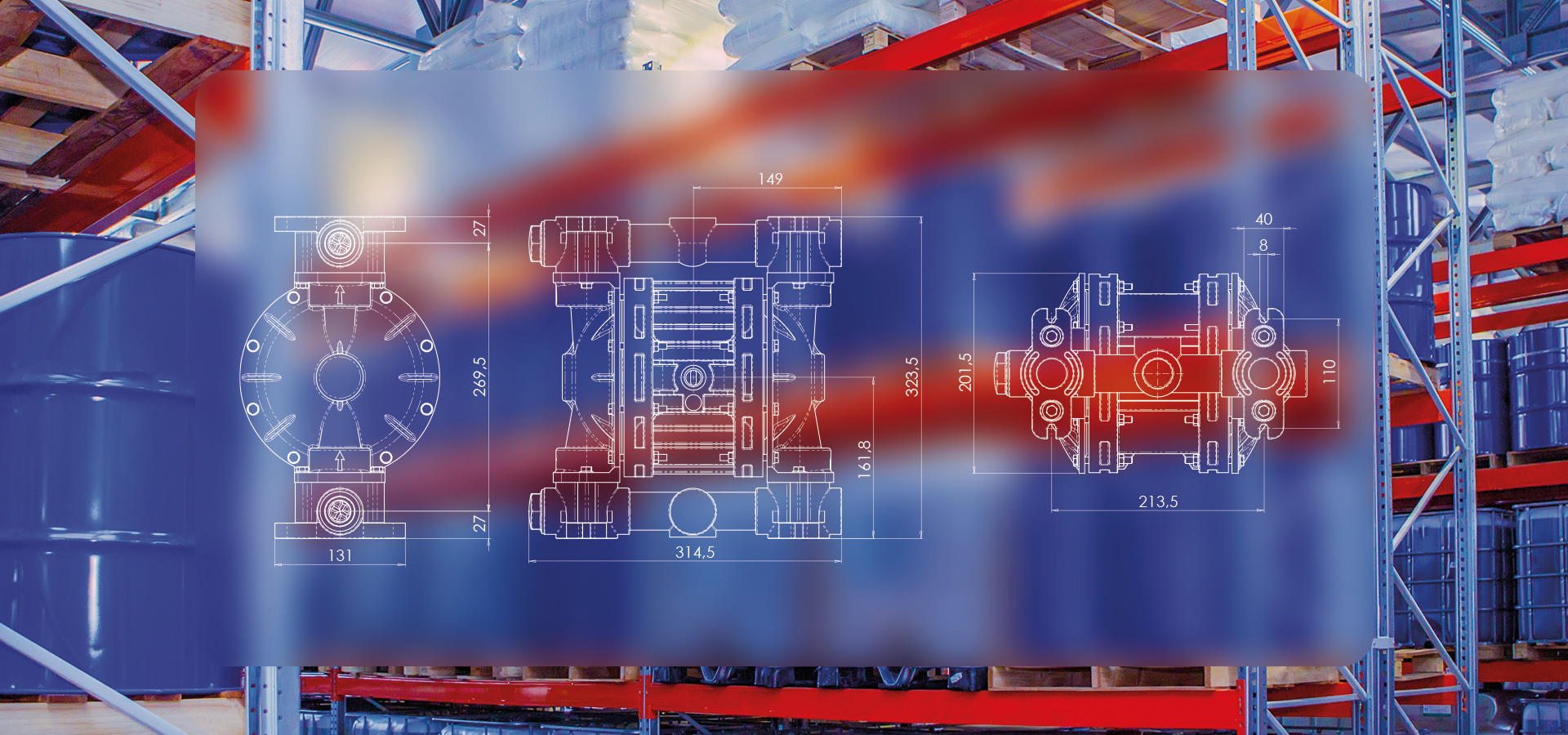
- LÖSUNGDoppelmembranpumpe aus AISI 316 L mit PTFE-Dichtungen
- MODELLBOXER 100
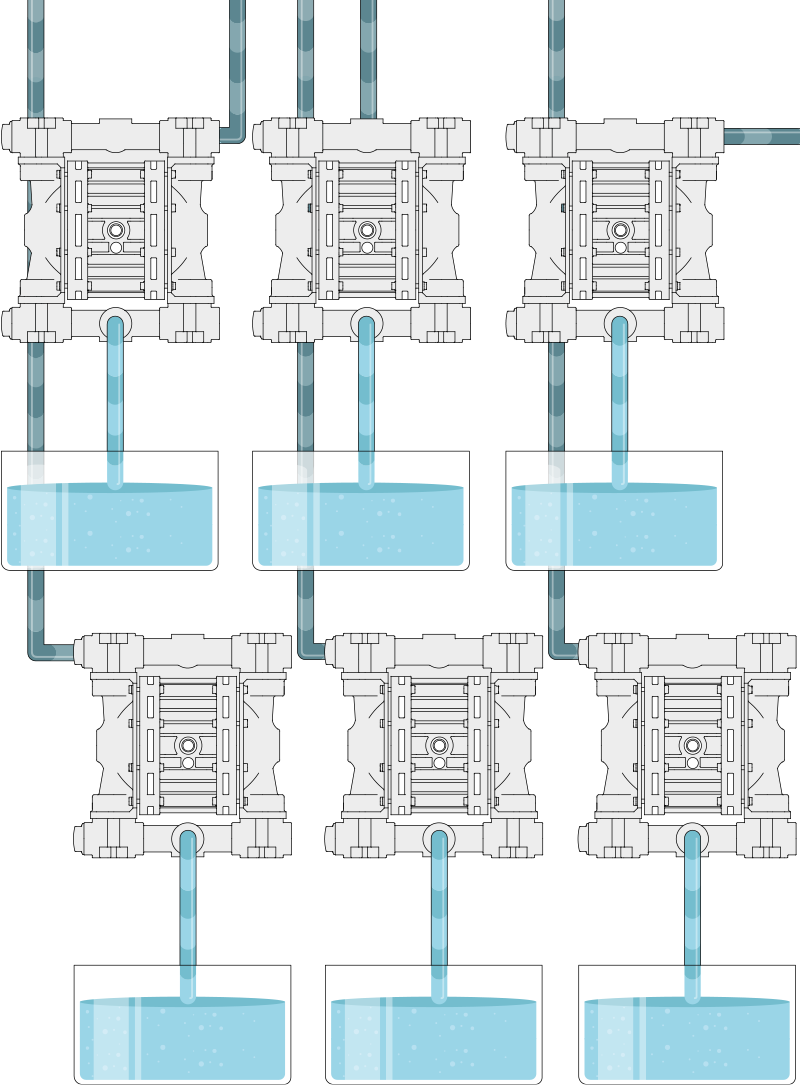
Anwendung von BOXER 100: eine Pumpe für das Harzabflusssystem
Die Pumpe wird zur Übertragung von flüssigen Harzen in Lagertanks oder Produktionslinien eingesetzt. Während dieses Prozesses ist es wichtig, dass der Harzfluss konstant und gut kontrolliert wird, um Unterbrechungen zu vermeiden, die die Produktion verlangsamen könnten. Die Pumpe ist so konzipiert, dass sie chemisch aggressiven Flüssigkeiten standhält, und wurde speziell ausgewählt, um die Herausforderungen bei der Handhabung von Harzen mit komplexen chemischen Zusammensetzungen zu bewältigen. Diese Materialien sind zwar für die Herstellung von Industriekomponenten unerlässlich, erfordern jedoch aufgrund ihrer physikalischen und chemischen Eigenschaften, die eine Handhabung ohne ein zuverlässiges und sicheres System erschweren, besondere Aufmerksamkeit bei der Handhabung.
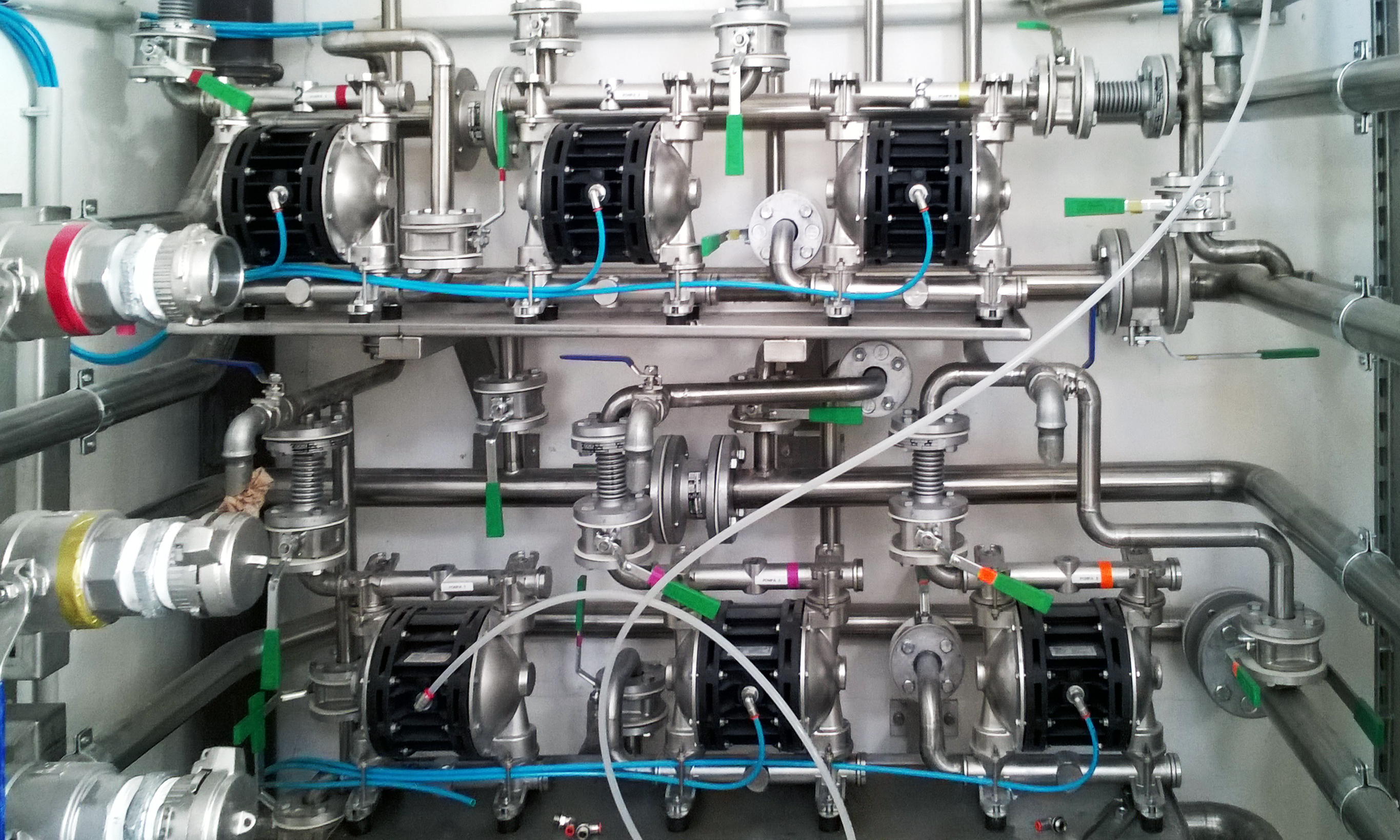
Verwendung von Boxer 100
Im spezifischen Kontext des Unternehmens, das den Transfer von Harzen verwaltet, ist die Boxer 100 zu einem Schlüsselelement zur Verbesserung der betrieblichen Effizienz geworden. Dank ihrer robusten Konstruktion aus AISI 316 L und den PTFE-Dichtungen gewährleistet die Pumpe auch bei intensiver Arbeitsbelastung eine lange Lebensdauer. Dies ist besonders wichtig für das Unternehmen, das eine Pumpe benötigt, die 40 Stunden pro Woche ununterbrochen arbeiten kann, verteilt auf 5 Arbeitstage von jeweils 8 Stunden, ohne die Sicherheit oder Zuverlässigkeit des Systems zu beeinträchtigen.
Pumpe für den Harzabfluss: Warum BOXER 100?
Das Unternehmen benötigte eine Pumpe, die in der Lage ist:
- Einen kontinuierlichen und konstanten Fluss während des Harztransfers zu gewährleisten
- Schweren Betriebsbedingungen standzuhalten, bei denen hochviskose und potenziell aggressive Flüssigkeiten vorhanden sind
- Hohe Haltbarkeit und Zuverlässigkeit zu bieten, um Ausfallzeiten zu reduzieren und den Betrieb zu optimieren
- Sich leicht in bestehende Anlagen integrieren zu lassen, um die Produktion nicht zu unterbrechen
Die Pumpe Boxer 100 wurde aufgrund ihrer Robustheit, ihres selbstansaugenden Designs und ihrer Fähigkeit, unter schwierigen Bedingungen zu arbeiten, als ideale Lösung ausgewählt. Das Material aus AISI 316 L und die PTFE-Dichtungen ermöglichten den Transfer von aggressiven und viskosen Harzen, ohne die Zuverlässigkeit zu beeinträchtigen.
Ergebnisse und Kundenzufriedenheit
Die Einführung der Pumpe Boxer 100 hat zu einer deutlichen Verbesserung des industriellen Betriebs des Unternehmens geführt. Die Robustheit und Zuverlässigkeit der Pumpe haben dazu beigetragen, die Ausfallzeiten der Anlage erheblich zu reduzieren und einen kontinuierlichen und sicheren Fluss bei den Harzabflussvorgängen zu gewährleisten. Diese höhere Zuverlässigkeit hat es dem Unternehmen ermöglicht, das Risiko von Produktionsunterbrechungen zu reduzieren, die Arbeitszeiten zu optimieren und die Gesamteffizienz des Betriebs zu verbessern.
Darüber hinaus hat der effektive Transfer der Harze, der durch die Boxer 100 ermöglicht wurde, zu einem reibungsloseren Materialmanagement beigetragen. Dies hat zu einer Steigerung der Effizienz bei Entladevorgängen geführt, wodurch die Zykluszeiten reduziert und die Geschwindigkeit, mit der die Harze fortbewegt werden, verbessert wurden. Ein weiterer positiver Aspekt war der geringere Wartungsbedarf, dank der Haltbarkeit der Materialien, wie AISI 316 L und PTFE, die die Pumpe besonders widerstandsfähig gegen Verschleiß und Aggressivität der behandelten Flüssigkeiten machten.
Schließlich hat sich die Betriebssicherheit erheblich verbessert. Die Fähigkeit der Pumpe, kontinuierlich und ohne Unterbrechungen zu arbeiten, hat das Risiko von Fehlfunktionen und Unfällen reduziert und zu einer sichereren Arbeitsumgebung beigetragen. Diese Gesamtvorteile haben die Produktivität verbessert, die Betriebskosten gesenkt und die Wettbewerbsfähigkeit des Unternehmens auf dem Markt gestärkt.