Company profile
The client company is an industrial operator active in the production and distribution of solvents and chemical intermediates, with facilities designed for the handling of flammable and low-viscosity substances. The plant is equipped with ATEX-compliant tank storage systems, stainless steel transfer lines and vapour recovery units, operating in accordance with high safety standards and European regulations for explosion-risk environments.
- CLIENTManufacturer of industrial solvents
- INDUSTRYChemical / management of flammable solvents
- SOLUTIONAISI 316 double-diaphragm pumps
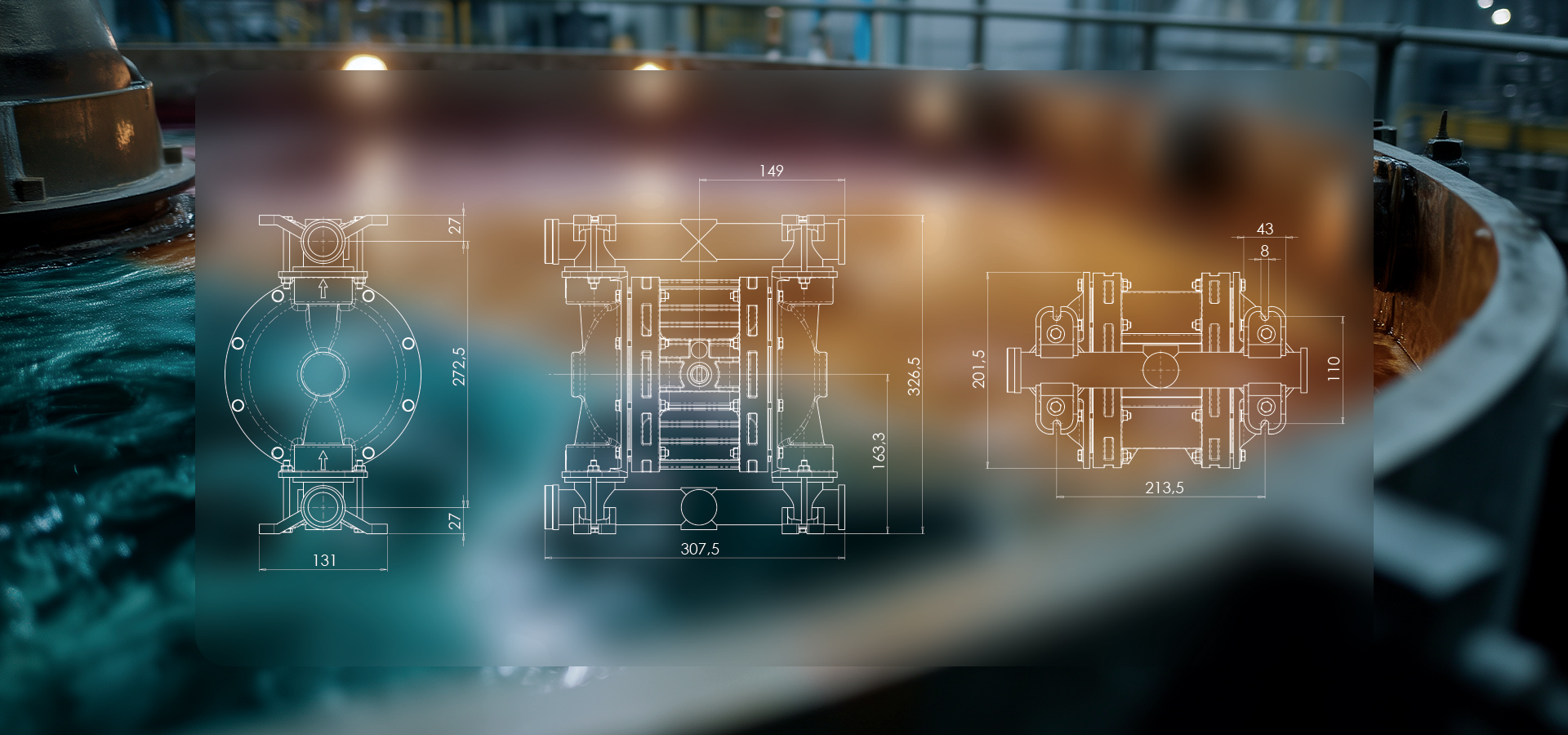
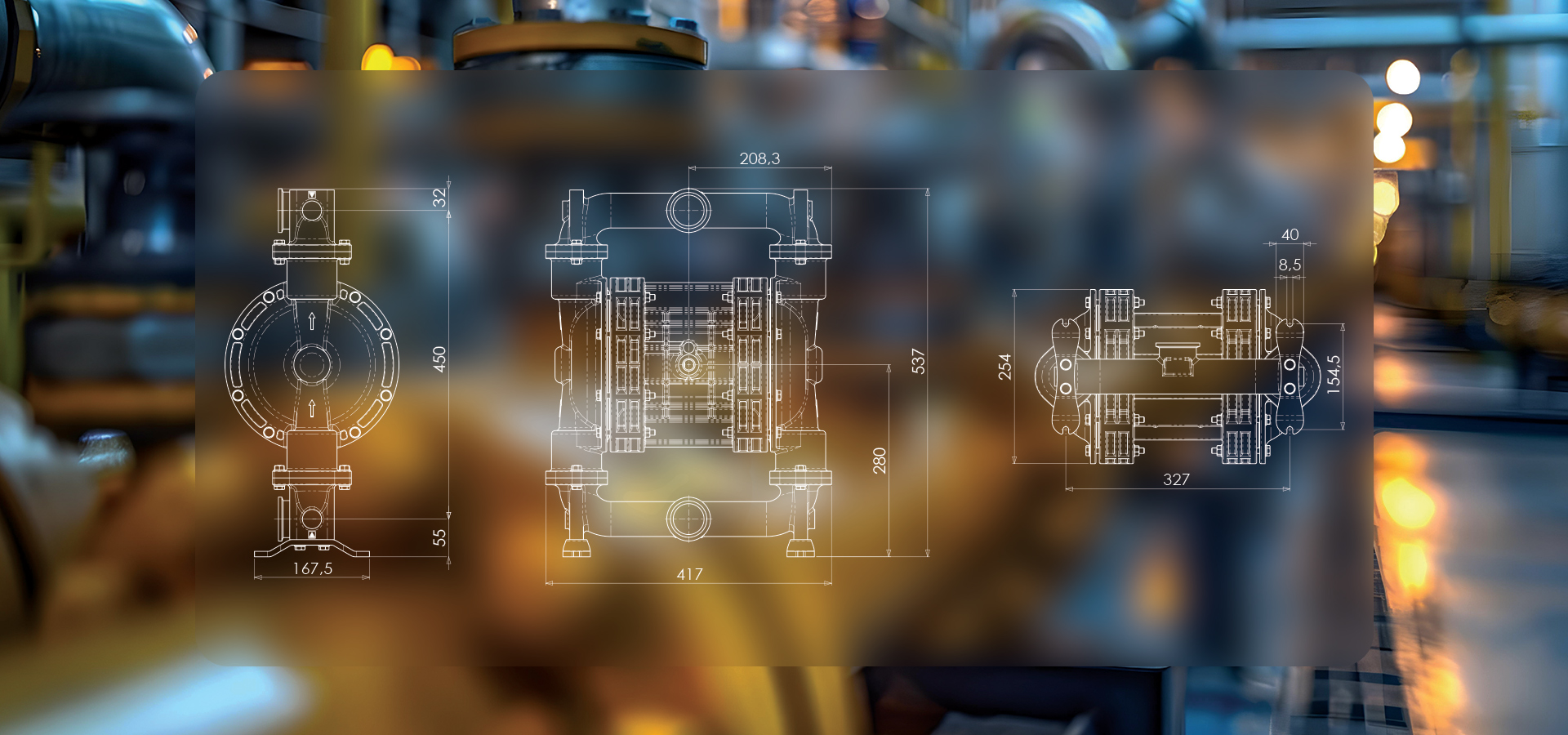
- MODELBOXER 100 and BOXER 252
Application of the BOXER 100 and BOXER 252 ethanol pumps
AODD ethanol pumps are used to ensure the safe and efficient handling of the chemical compound within the plant. The system transfers the fluid between the following areas:
- storage tanks
- process lines
- filtration systems
To offer maximum flexibility, these pneumatic pumps have been configured to operate in two distinct modes depending on requirements: fluid transfer or continuous recirculation to prevent stratification. The configuration also allows for duty/standby or simultaneous operation, ensuring continuity even during peak demand.


Operating conditions of ethanol pumps in chemical plants
The pumps operate in a challenging environment, running for up to 16 hours a day in an ATEX-classified area for the handling of ethanol, a fluid characterised by low viscosity and high volatility. Precisely to cope with these specific operating conditions, the construction materials (AISI 316 and compatible elastomers) have been specifically selected to ensure maximum chemical resistance and durability. The choice of AODD technology has brought a number of crucial technical advantages to the plant for the safe handling of solvents:
- pneumatic operation → no electrical risk
- self-priming and dry-running
- handling of variable conditions
Why choose the BOXER 100 and BOXER 252 ethanol pumps
The company required a reliable system to overcome specific challenges associated with handling hazardous liquids. The main requirements for the new system included the following aspects:
- safety in the handling of flammable solvents
- continuous recirculation to ensure product homogeneity
- redundancy to prevent plant downtime
- low maintenance
- simple integration with the existing plant
Results achieved with BOXER 100 and BOXER 252 in chemical plants
Following the installation of the pumps, the plant saw a marked improvement in overall performance. The results measured in the field include the following achievements:
- stable and continuous circulation of ethanol
- greater product uniformity in the tanks
- no unplanned plant shutdowns (12 months)
- maintenance reduction of ~30%
- increased safety (no ignition sources)
The use of BOXER 100 and BOXER 252 pumps in AISI 316 has resulted in a reliable, safe and flexible system for managing ethanol in an ATEX environment, improving process continuity and operational efficiency.