Profilo aziendale
L’azienda cliente è un operatore industriale attivo nella produzione e distribuzione di solventi e intermedi chimici, con impianti progettati per la gestione di sostanze infiammabili e a bassa viscosità. Lo stabilimento è dotato di sistemi di stoccaggio in serbatoi ATEX, linee di trasferimento in acciaio inox e unità di recupero vapori, operando secondo standard di sicurezza elevati e normative europee per ambienti a rischio esplosione.
- CLIENTEProduttore di solventi industriali
- INDUSTRIAChimico / gestione solventi infiammabili
- SOLUZIONEPompe a doppia membrana in AISI 316
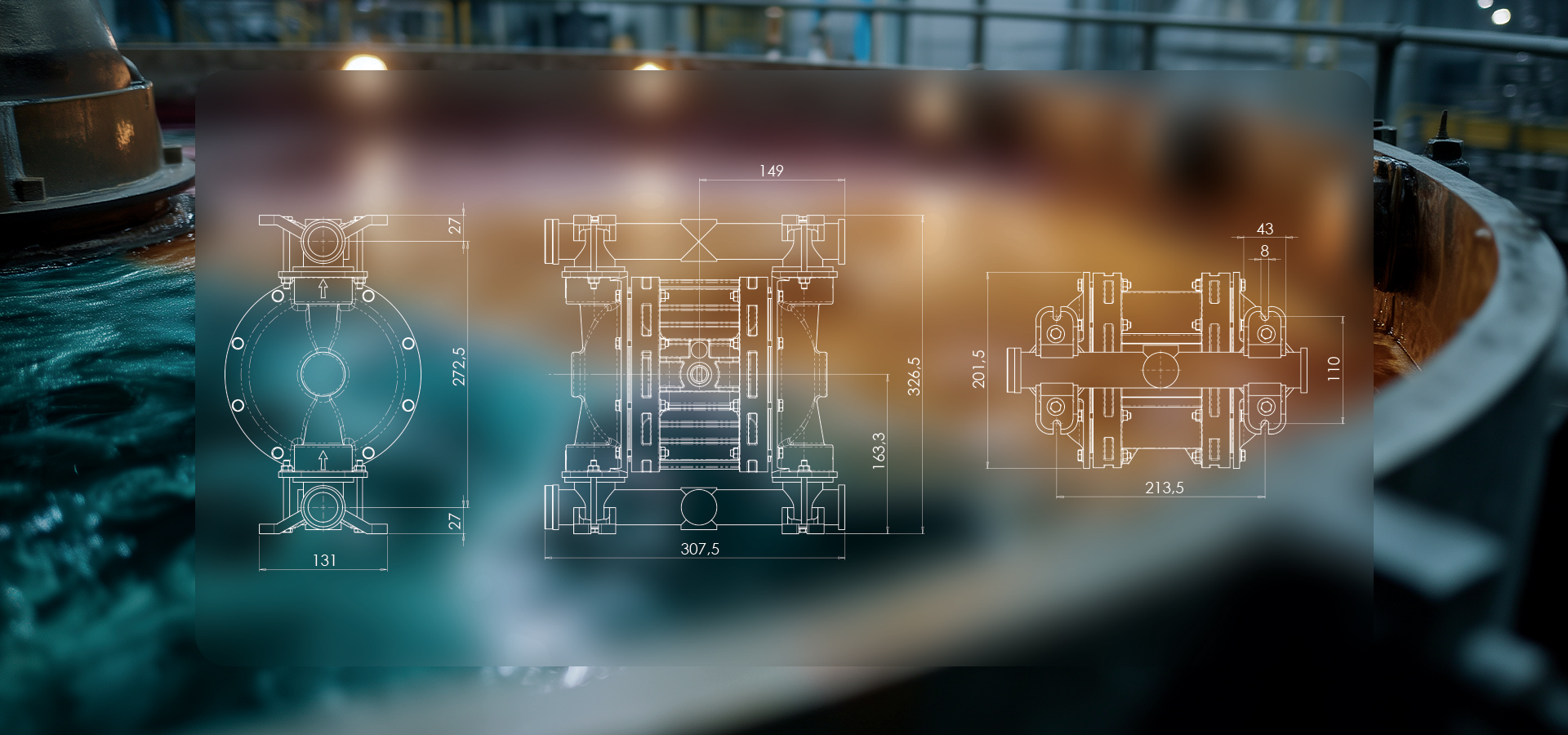
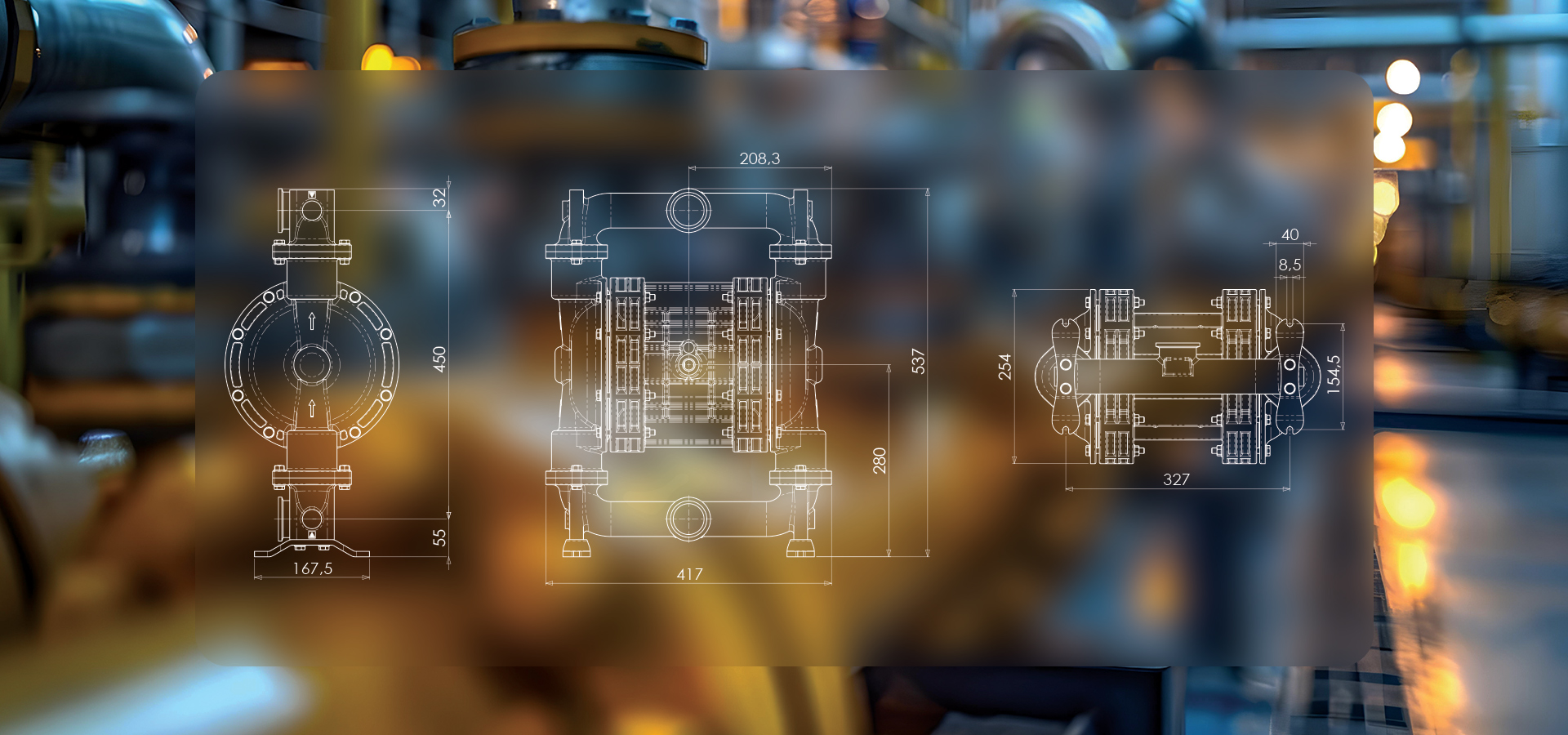
- MODELLOBOXER 100 e BOXER 252
Applicazione delle pompe per etanolo BOXER 100 e BOXER 252
Le pompe AODD per etanolo sono impiegate per garantire la movimentazione sicura ed efficiente del composto chimico all’interno dell’impianto. Il sistema trasferisce il fluido tra le seguenti aree:
- serbatoi di stoccaggio
- linee di processo
- sistemi di filtrazione
Per offrire la massima flessibilità, queste pompe pneumatiche sono state configurate per operare a seconda delle esigenze in due modi distinti: trasferimento del fluido o ricircolo continuo per prevenire le stratificazioni. La configurazione permette inoltre un funzionamento in duty/stand-by o simultaneo, assicurando continuità anche durante i picchi di richiesta.


Condizioni operative delle pompe per etanolo negli impianti chimici
Le pompe lavorano in un contesto sfidante, operando fino a 16 ore al giorno in un ambiente classificato ATEX per la movimentazione di etanolo, un fluido caratterizzato da bassa viscosità e alta volatilità. Proprio per far fronte a queste specifiche condizioni operative, i materiali costruttivi (AISI 316 ed elastomeri compatibili) sono stati selezionati appositamente per garantire la massima resistenza chimica e durata nel tempo. La scelta della tecnologia AODD ha portato all’impianto una serie di vantaggi tecnici cruciali per la gestione in sicurezza dei solventi:
- funzionamento pneumatico → nessun rischio elettrico
- autoadescamento e marcia a secco
- gestione di condizioni variabili
Perché scegliere le pompe per etanolo BOXER 100 e BOXER 252
L’azienda necessitava di un sistema affidabile per superare alcune sfide specifiche legate al trattamento di liquidi pericolosi. Le principali richieste per il nuovo impianto includevano i seguenti aspetti:
- sicurezza nella gestione di solventi infiammabili
- ricircolo continuo per omogeneità del prodotto
- ridondanza per evitare fermi impianto
- bassa manutenzione
- integrazione semplice con l'impianto esistente
Risultati ottenuti con BOXER 100 e BOXER 252 negli impianti chimici
A seguito dell’installazione delle pompe, l’impianto ha riscontrato un netto miglioramento nelle performance complessive. I risultati misurati sul campo includono i seguenti traguardi:
- circolazione stabile e continua dell’etanolo
- maggiore uniformità del prodotto nei serbatoi
- nessun fermo impianto non pianificato (12 mesi)
- riduzione manutenzione ~30%
- aumento del livello di sicurezza (assenza sorgenti di innesco)
L’utilizzo delle pompe BOXER 100 e BOXER 252 in AISI 316 ha permesso di ottenere un sistema affidabile, sicuro e flessibile per la gestione dell’etanolo in ambiente ATEX, migliorando la continuità di processo e l’efficienza operativa.