


Company profile
The client company has over 25 years of experience in the management, storage, and handling of liquid chemicals. It operates modern facilities equipped with silos and transfer systems designed for basic and corrosive fluids, serving various industrial sectors, including chemical, pharmaceutical, food, and manufacturing.
The company stands out for its adoption of advanced technological solutions aimed at process safety, reducing environmental impact, and increasing operational efficiency.
- CUSTOMERIndustrial chemical company
- INDUSTRYTransfer and storage of chemical products
- SOLUTIONDouble diaphragm pump in PP
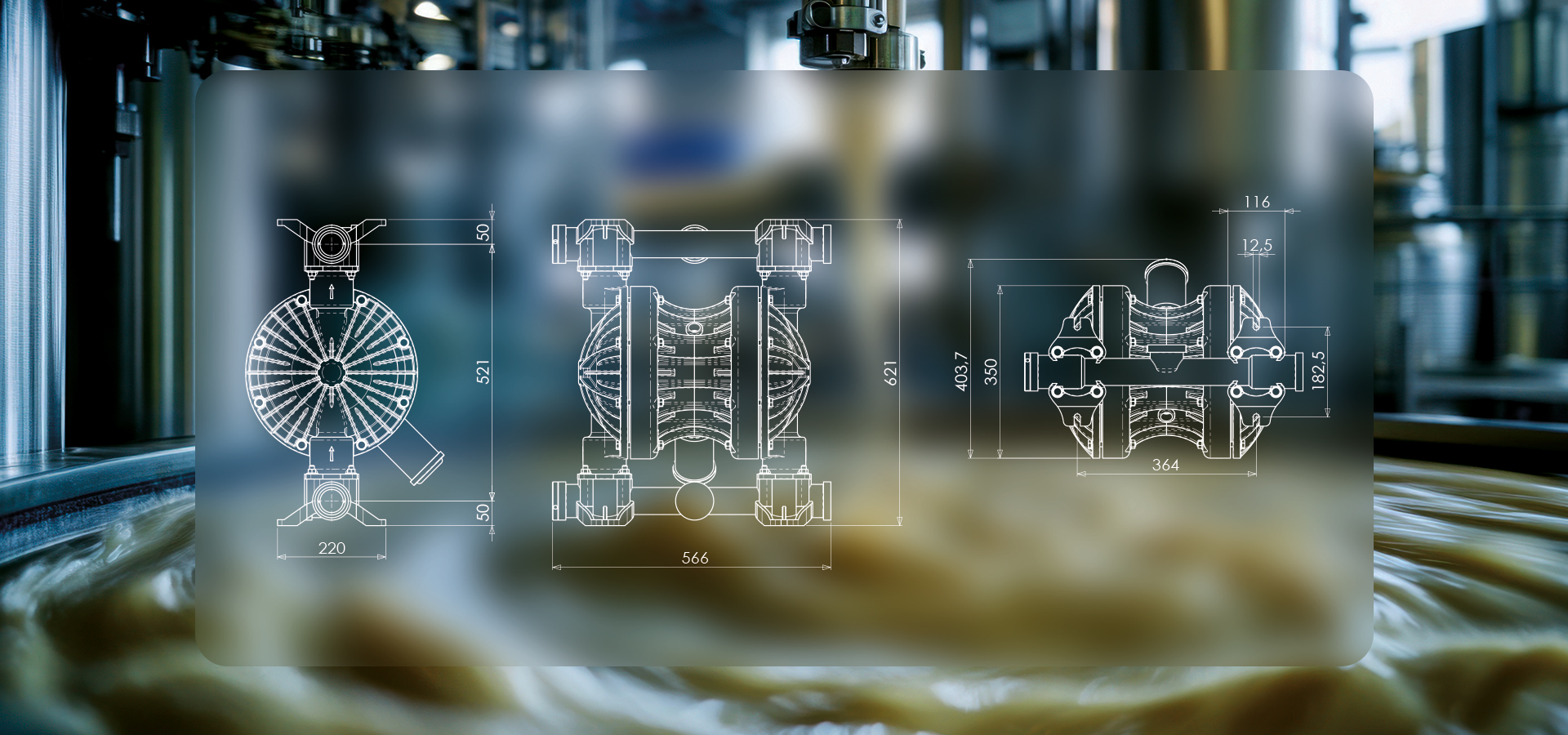
- MODELBOXER 522
Application of the Boxer 522 chemical pump
The Boxer 522 chemical pump was used for the safe and controlled transfer of chemical fluids from tanker trucks to storage silos. The application involved the direct withdrawal of liquids from the means of transport and their conveyance to the tanks while maintaining a constant flow.
The pump operated in complex industrial environments characterized by the presence of corrosive vapors, handling fluids with variable viscosity and aggressive composition without compromising operator safety or production continuity.
Operational use of the chemical pump in industrial plants
The Boxer 522 was used in 8-hour daily shifts for multiple cycles of unloading from tanker trucks. Thanks to its corrosion-resistant polypropylene construction and the use of PTFE and Santoprene membranes and seals, the chemical pump ensured smooth and reliable transfers.
The use of materials compatible with aggressive fluids reduced the risk of leaks and contamination, minimized plant downtime, and ensured operational continuity even under harsh conditions.
Why choose the Boxer 522 chemical solution pump
The company needed a chemical pump capable of handling highly aggressive fluids without compromising its durability, while ensuring a constant flow even with partially filled tanks.
It was also essential to adopt a solution that was safe for operators, with no electrical components in contact with the fluid, capable of reducing routine maintenance costs, limiting plant downtime, and improving the overall efficiency of the unloading process.
Results achieved with Boxer 522
The installation of the Boxer 522 chemical pump has made it possible to maintain a continuous and safe flow during all transfer operations, significantly reducing tanker truck unloading times and increasing the overall productivity of the plant.
Staff safety has been improved thanks to the pump’s pneumatic operation, while the resistance of the materials used, such as polypropylene and PTFE, has ensured long operating life and minimal maintenance. Overall, the adoption of the Boxer 522 has optimized the chemical transfer process, reducing operational risks, increasing system reliability, and improving the efficiency of industrial plants.