


PROCESO DE TRANSPORTE Y DISTRIBUCIÓN DE RESINAS
BOXER 90 / Bomba para aguas residuales de proceso
DESCUBREPerfil de la empresa
La empresa cliente es un operador líder en la producción farmacéutica con más de 25 años de experiencia en la fabricación de principios activos y productos acabados de alta complejidad. La planta suiza cuenta con líneas de producción de alta tecnología y un sistema interno de tratamiento de aguas residuales industriales diseñado según las normas GMP (Buenas Prácticas de Fabricación). En este contexto, la gestión de los efluentes de proceso representa una fase crítica para garantizar la seguridad, la eficiencia productiva y la sostenibilidad medioambiental. La elección de una bomba para efluentes de proceso fiable y resistente a los fluidos agresivos fue, por lo tanto, un elemento clave en el diseño de la planta.
- CLIENTEEmpresa farmacéutica integrada especializada en la producción de principios activos y productos acabados de alta complejidad, con especial atención a la calidad, la seguridad y la sostenibilidad de los procesos industriales.
- INDUSTRIAProducción farmacéutica y química fina, con especial atención a los procesos de alta complejidad, la gestión de los residuos de proceso y la producción de principios activos y productos terminados conformes a las normas GMP (Buenas Prácticas de Fabricación).
- SOLUCIÓNBomba de doble membrana en ALU
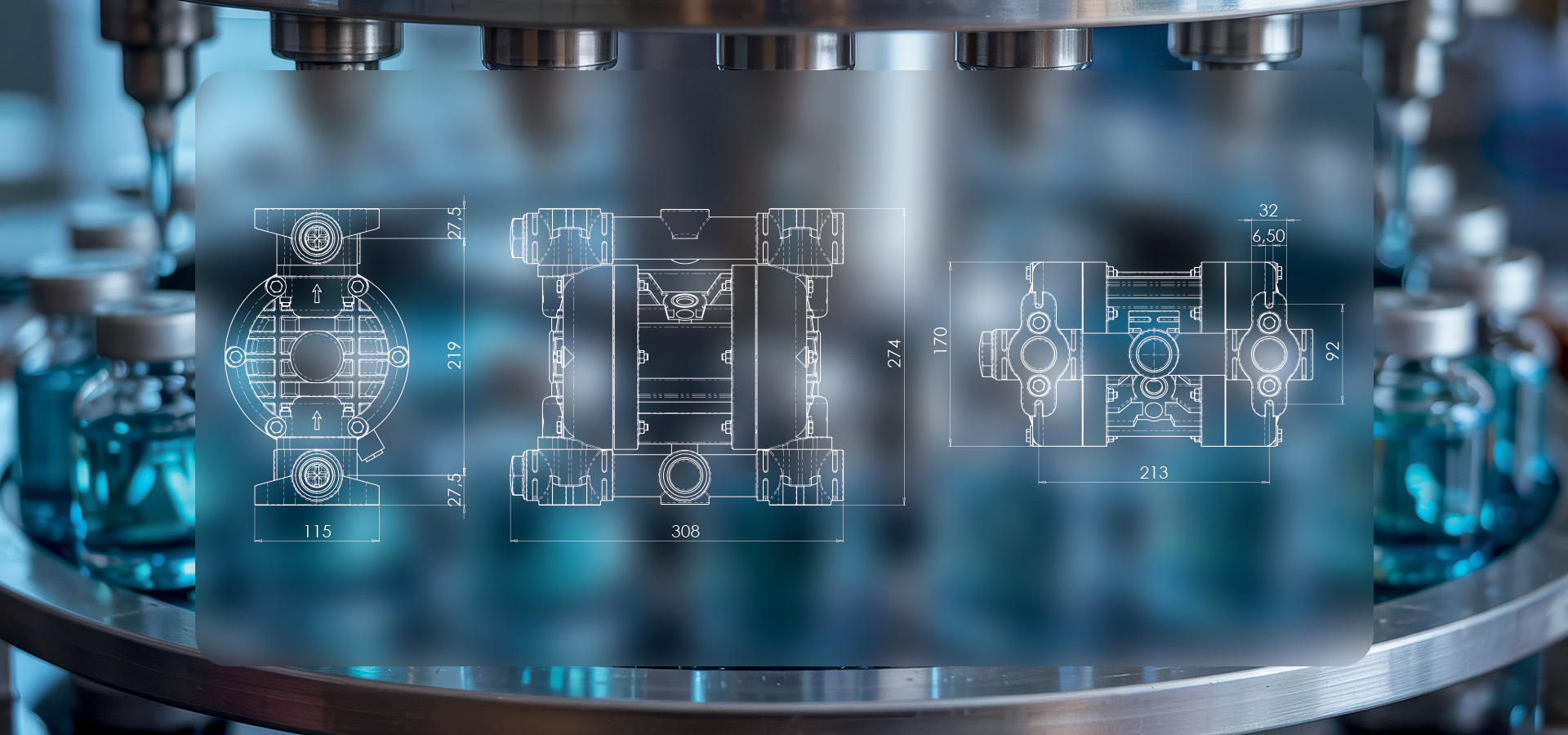
- MODELOBOXER 90
Aplicación de la bomba para aguas residuales de procesos farmacéuticos Boxer 90
La bomba para aguas residuales Boxer 90 se ha instalado para la gestión y el trasvase de los residuos de proceso procedentes de las cabinas de producción hacia los depósitos de recogida intermedia y, posteriormente, hacia la planta de depuración centralizada de la fábrica.
El sistema está diseñado para gestionar caudales variables comprendidos entre 1.000 y 3.000 litros/hora, tratando fluidos con viscosidades de hasta 250 cP y que contienen sedimentos o partículas sólidas residuales derivadas de las fases de producción. La aplicación prevé ciclos operativos repetidos en múltiples turnos, con necesidad de continuidad y fiabilidad constantes.
La tecnología de doble membrana permite a la bomba mantener la estabilidad y el control del flujo incluso ante variaciones repentinas de caudal o de carga, garantizando un trasvase regular y seguro hacia el sistema de tratamiento, sin comprometer la eficiencia global de la planta.
Uso de la bomba para aguas residuales
En el contexto productivo, la bomba para aguas residuales funciona unas 32 horas semanales, distribuidas en cuatro turnos diarios, dando servicio a ciclos de recogida de aguas residuales de entre 10 y 15 cabinas de producción. La construcción en aluminio y las membranas de PTFE garantizan resistencia a la corrosión y una larga vida útil, con un mantenimiento ordinario reducido a intervenciones cada 6-8 semanas.
Bomba para aguas residuales de proceso: ¿por qué BOXER 90?
La empresa necesitaba una solución capaz de:
- Transferir aguas residuales agresivas y que contienen partículas sólidas sin interrupciones
- Funcionar con total seguridad para los operarios, reduciendo el riesgo de fugas o contaminaciones
- Garantizar la continuidad del proceso incluso ante variaciones de caudal o viscosidad
- Integrarse en el sistema de tratamiento existente sin necesidad de modificaciones estructurales importantes
Resultados y satisfacción del cliente
La instalación de la Boxer 90 ha supuesto una mejora significativa en la gestión de los efluentes:
- El caudal es ahora estable y controlado, lo que reduce las interrupciones en los ciclos de producción
- Los tiempos de mantenimiento se han reducido en un 40 % con respecto al sistema anterior
- La fiabilidad operativa ha aumentado, sin paradas no programadas en los primeros seis meses de uso
- La seguridad del personal ha mejorado gracias al diseño neumático, que elimina el contacto con componentes eléctricos
- La continuidad de los trasvases ha permitido una recuperación más eficiente de los residuos, lo que contribuye a la gestión sostenible del agua dentro de la planta