


Perfil de la empresa
La empresa cliente cuenta con más de 25 años de experiencia en la gestión, el almacenamiento y la manipulación de productos químicos líquidos. Opera con modernas instalaciones equipadas con silos y sistemas de transferencia diseñados para fluidos básicos y corrosivos, y presta servicio a diversos sectores industriales, entre ellos el químico, el farmacéutico, el alimentario y el manufacturero.
La empresa se distingue por la adopción de soluciones tecnológicas avanzadas orientadas a la seguridad de los procesos, la reducción del impacto medioambiental y el aumento de la eficiencia operativa.
- CLIENTEEmpresa química industrial
- INDUSTRIATransferencia y almacenamiento de productos químicos
- SOLUCIÓNBomba de doble membrana en PP
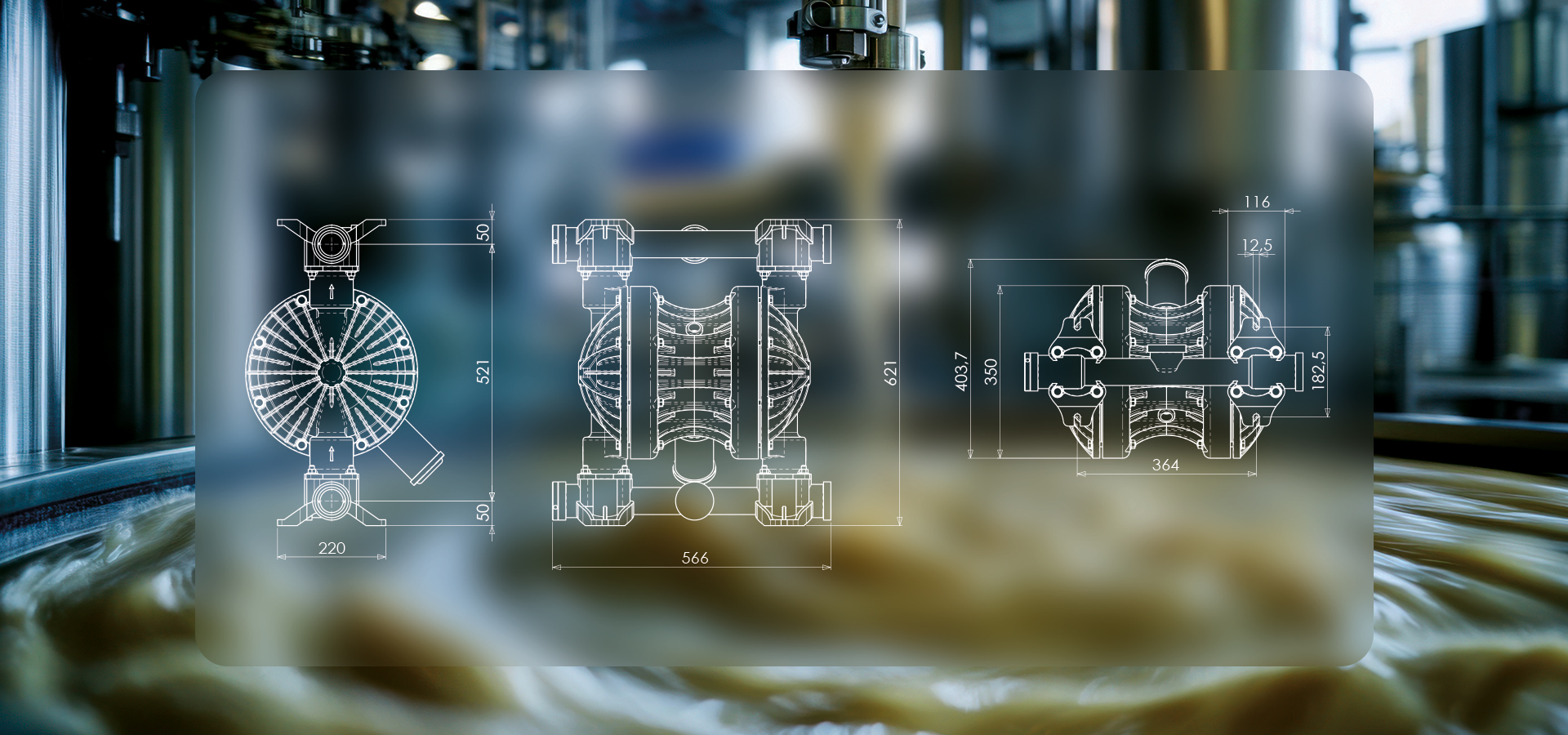
- MODELOBOXER 522
Aplicación de la bomba para productos químicos Boxer 522
La bomba para productos químicos Boxer 522 se utilizó para la transferencia segura y controlada de fluidos químicos desde camiones cisterna a silos de almacenamiento. La aplicación consistió en la extracción directa de líquidos de los medios de transporte y su transporte a los depósitos manteniendo un flujo constante.
La bomba ha funcionado en entornos industriales complejos, caracterizados por la presencia de vapores corrosivos, gestionando fluidos con viscosidad variable y composición agresiva sin comprometer la seguridad de los operadores ni la continuidad del proceso de producción.
Uso operativo de la bomba para productos químicos en instalaciones industriales
La Boxer 522 se ha utilizado en turnos diarios de 8 horas para varios ciclos de descarga de camiones cisterna. Gracias a su construcción en polipropileno resistente a la corrosión y al uso de membranas y juntas de PTFE y Santoprene, la bomba para productos químicos ha garantizado transferencias regulares y fiables.
El uso de materiales compatibles con fluidos agresivos ha reducido el riesgo de fugas y contaminaciones, minimizado los tiempos de inactividad de la planta y garantizado la continuidad operativa incluso en condiciones difíciles.
Por qué elegir la bomba para soluciones químicas Boxer 522
La empresa necesitaba una bomba para productos químicos capaz de manejar fluidos altamente agresivos sin comprometer su durabilidad, al tiempo que garantizaba un flujo constante incluso con depósitos parcialmente llenos.
También era fundamental adoptar una solución segura para los operadores, sin componentes eléctricos en contacto con el fluido, capaz de reducir los costes de mantenimiento ordinario, limitar las paradas de la planta y mejorar la eficiencia general del proceso de descarga.
Resultados obtenidos con Boxer 522
La instalación de la bomba para productos químicos Boxer 522 ha permitido mantener un flujo continuo y seguro durante todas las operaciones de transferencia, reduciendo significativamente los tiempos de descarga de los camiones cisterna y aumentando la productividad general de la planta.
La seguridad del personal ha mejorado gracias al funcionamiento neumático de la bomba, mientras que la resistencia de los materiales utilizados, como el polipropileno y el PTFE, ha garantizado una larga vida útil y un mantenimiento mínimo. En general, la adopción de la Boxer 522 ha optimizado el proceso de transferencia de productos químicos, reduciendo los riesgos operativos, aumentando la fiabilidad del sistema y mejorando la eficiencia de las instalaciones industriales.