


Profilo aziendale
L’azienda cliente vanta oltre 25 anni di esperienza nella gestione, nello stoccaggio e nella movimentazione di prodotti chimici liquidi. Opera con impianti moderni dotati di silos e sistemi di trasferimento progettati per fluidi basici e corrosivi, servendo diversi settori industriali, tra cui chimico, farmaceutico, alimentare e manifatturiero.
L’impresa si distingue per l’adozione di soluzioni tecnologiche avanzate orientate alla sicurezza dei processi, alla riduzione dell’impatto ambientale e all’aumento dell’efficienza operativa.
- CLIENTEAzienda chimica industriale
- INDUSTRIATrasferimento e stoccaggio prodotti chimici
- SOLUZIONEPompa a doppia membrana in PP
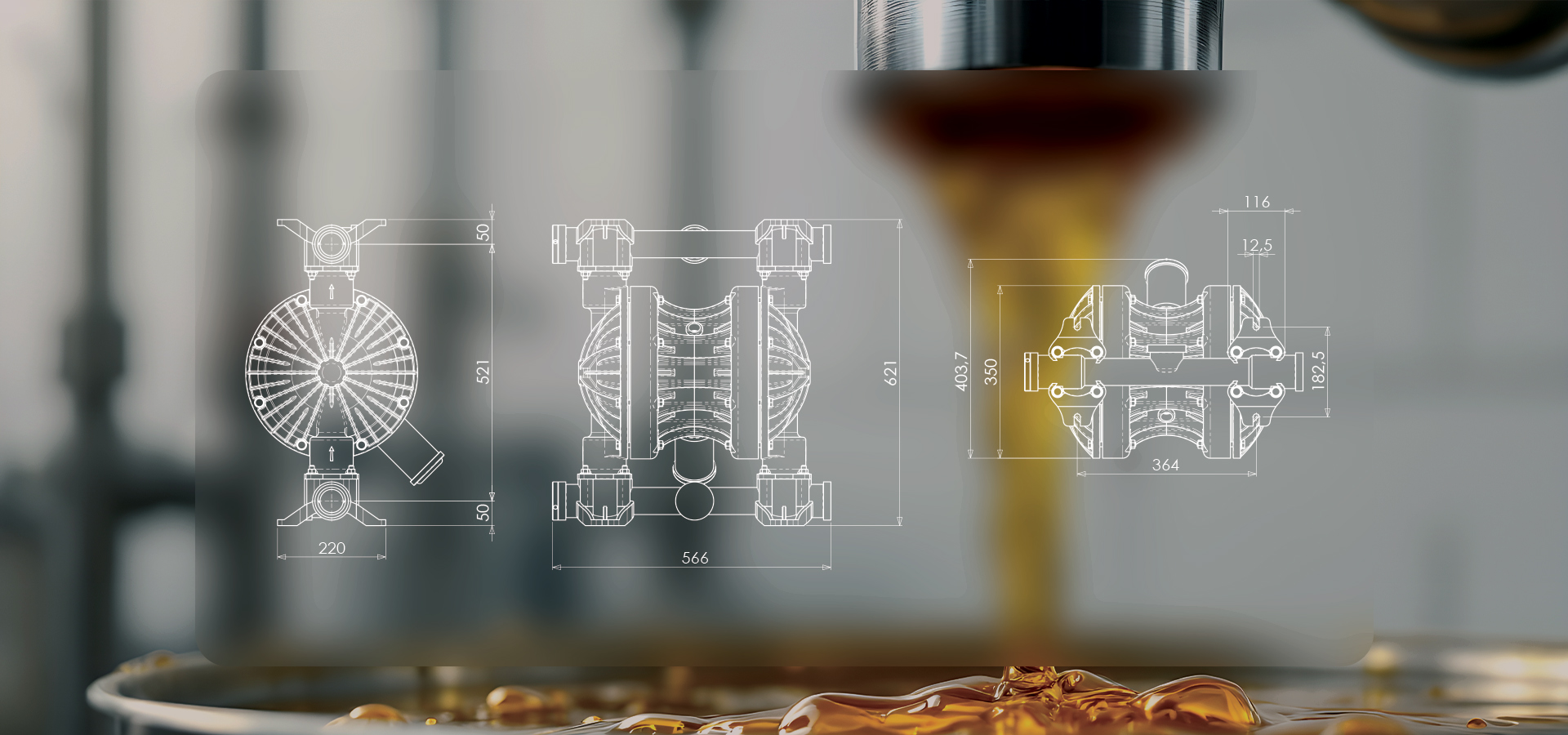
- MODELLOBOXER 522
Applicazione della pompa per prodotti chimici Boxer 522
La pompa per prodotti chimici Boxer 522 è stata utilizzata per il trasferimento sicuro e controllato dei fluidi chimici dai camion cisterna ai silos di stoccaggio. L’applicazione ha previsto il prelievo diretto dei liquidi dai mezzi di trasporto e il loro convogliamento verso i serbatoi mantenendo un flusso costante.
La pompa ha operato in ambienti industriali complessi, caratterizzati dalla presenza di vapori corrosivi, gestendo fluidi con viscosità variabile e composizione aggressiva senza compromettere la sicurezza degli operatori né la continuità del processo produttivo.
Utilizzo operativo della pompa per prodotti chimici in impianti industriali
La Boxer 522 è stata impiegata su turni giornalieri di 8 ore per più cicli di scarico dai camion cisterna. Grazie alla costruzione in polipropilene resistente alla corrosione e all’impiego di membrane e guarnizioni in PTFE e Santoprene, la pompa per prodotti chimici ha garantito trasferimenti regolari e affidabili.
L’utilizzo di materiali compatibili con fluidi aggressivi ha ridotto il rischio di perdite e contaminazioni, minimizzato i tempi di fermo impianto e assicurato continuità operativa anche in condizioni gravose.
Perché scegliere la pompa per soluzioni chimiche Boxer 522
L’azienda necessitava di una pompa per prodotti chimici in grado di gestire fluidi altamente aggressivi senza comprometterne la durata nel tempo, assicurando al contempo un flusso costante anche con serbatoi parzialmente pieni.
Era inoltre fondamentale adottare una soluzione sicura per gli operatori, priva di componenti elettrici a contatto con il fluido, capace di ridurre i costi di manutenzione ordinaria, limitare i fermi impianto e migliorare l’efficienza complessiva del processo di scarico.
Risultati ottenuti con Boxer 522
L’installazione della pompa per prodotti chimici Boxer 522 ha permesso di mantenere un flusso continuo e sicuro durante tutte le operazioni di trasferimento, riducendo sensibilmente i tempi di scarico dei camion cisterna e aumentando la produttività complessiva dell’impianto.
La sicurezza del personale è migliorata grazie al funzionamento pneumatico della pompa, mentre la resistenza dei materiali impiegati, come polipropilene e PTFE, ha garantito una lunga durata operativa e una manutenzione minima. Nel complesso, l’adozione della Boxer 522 ha ottimizzato il processo di trasferimento dei prodotti chimici, riducendo i rischi operativi, incrementando l’affidabilità del sistema e migliorando l’efficienza degli impianti industriali.